专业代理日本STAR走心机 客服热线:18962652958

ジュラーデザインでさらにしなやかなニーズ対応。

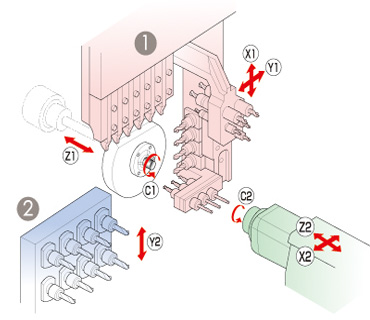
| 刃物台構成 | ツーリング | ||
|---|---|---|---|
| ① |
 クロスドリルユニット 5軸型 |
バイト | 6本 |
| 正面固定工具 | 5本 | ||
| 背面固定工具 | 5本 | ||
| 回転工具 | 3本 | ||
| カートリッジ式 | 2Pos | ||
 クロスドリルユニット 6軸型 |
バイト | 6本 | |
| 正面固定工具 | 5本 | ||
| 背面固定工具 | 5本 | ||
| 回転工具 | 6本 | ||
| カートリッジ式 | |||
| ② |
 *Type B |
背面加工工具 | 8本 |
| 固定工具 | max.8本 | ||
| 回転工具 | max.8本 | ||
 *Type A |
背面加工工具 | 6本 | |
| 固定工具 | max.6本 | ||
| 回転工具 | max.6本 | ||
| 項目 | SR-32JⅡ | ||
|---|---|---|---|
| 最大加工径 | 標準 | ø 32mm | |
| 主軸台最大移動量 | 標準 | 320mm | |
| R.M.G.B.装置使用時 | 286.5mm | ||
| ノンガイドブッシュ仕様 | 80mm | ||
| バイト | 6本(□16mm) | ||
|
5軸スリーブ ホルダー |
刃物本数 |
正面加工固定工具:5本 背面加工固定工具:5本 |
|
| 最大穴明能力 | ø 13mm | ||
| 最大切削タップ能力 | M12 × P1.75 | ||
| 回転工具 | 刃物本数 | 3~15本:OP含む | |
| 最大穴明能力 | ø 10mm | ||
| 最大切削タップ能力 | M8 × P1.25 | ||
| 回転数 | クロス専用工具 | max.6,000min-1 | |
| カートリッジ式工具 | max.8,000min-1 | ||
| モーター | 2.2kw(連続)/4.0kw(5分/30%ED) | ||
| 早送り速度 | 35m/min(X1,X2,Y1,Z1,Z2) | ||
| 24m/min(Y2)TypeB | |||
| 主軸割り出し | C軸制御 | ||
| 主軸回転数 | max.8,000min-1 | ||
| 主軸モーター | 7.5kw(連続)/11.0kw(10分/25%ED) | ||
| 機械寸法(幅×奥行×高) | 2,690 × 1,345 × 1,780 mm | ||
| 機械重量 | 4,100 kg | ||
| 電気設備容量 | 8.8KVA | ||
| 項目 | SR-32JⅡ | ||
|---|---|---|---|
| 最大チャッキング径 | ø 32mm | ||
| 最大取り上げ部品長 | 125mm | ||
| 最大部品突き出し長 | 45mm | ||
|
バック 専用ユニット |
刃物本数 | 6~8本:type A:6本、type B:8本 | |
| 最大穴明能力 | 固定工具 | ø 13mm | |
| 回転工具 | ø 8mm | ||
|
最大 切削タップ能力 |
固定工具 | M10 × P1.5 | |
| 回転工具 | M6 × P1.0 | ||
| サブスピンドル割り出し | C軸制御 | ||
| サブスピンドル回転数 | max.8,000min-1 | ||
| サブスピンドルモーター |
3.7kw(連続)/5.5kw(10分/40%ED) |
||
减小铜件工件表面粗糙度、生产中若发现工件表面粗糙度达不到技术要求,应首先观察表面粗糙度增大的现象,分析产生的原因,找出影响表面粗糙度的...
深孔加工,就是孔的长度与孔的直径比大于5的孔。深孔加工一般深孔大都情况下深径比L/d≥100,深孔加工处理了模具加工中一般钻床无法处理的细孔和长孔...
star走心机撞刀原因分析及预防 1. 程序编写错误:工艺安排错误,工序承接关系考虑不周详,参数设定错误。如果坐标设定为底为零,而实际中却以顶为...
